









Osoite:
No.233-3 Yangchenghu Road, Xixiashun teollisuuspuisto, Xinbein alue, Changzhou City, Jiangsun maakunta




• Lyhyt terärakenne parantaa huomattavasti työkalun kulutuskestävyyttä ja voi parantaa työkappaleen pintalaatua.
• Sitä käytetään pääasiassa karkaistujen HRC45-70 teräsmateriaalien käsittelyyn, erityisesti tarkkuusmuottiosien käsittelyyn, jotka vaativat pitkäkestoista käsittelyä.

| Ei | Halkaisija D | R-kulma R | Huilun situus Lc | Kokonaissituus L | Shank Dia d | Terien määrä F |
| NNCH-2B-D1-L2 | 1 | 0.5 | 2 | 50 | 4 | 2 |
| NNCH-2B-D1.5-L3 | 1.5 | 0.75 | 3 | 50 | 4 | 2 |
| NNCH-2B-D1.5-L3 | 1.5 | 0.75 | 3 | 50 | 6 | 2 |
| NNCH-2B-D2-L4 | 2 | 1 | 4 | 50 | 4 | 2 |
| NNCH-2B-D2-L4 | 2 | 1 | 4 | 50 | 6 | 2 |
| NNCH-2B-D2.5-L5 | 2.5 | 1.25 | 5 | 50 | 4 | 2 |
| NNCH-2B-D2.5-L5 | 2.5 | 1.25 | 5 | 50 | 6 | 2 |
| NNCH-2B-D3-L6 | 3 | 1.5 | 6 | 50 | 4 | 2 |
| NNCH-2B-D3-L6 | 3 | 1.5 | 6 | 50 | 6 | 2 |
| NNCH-2B-D3.5-L7 | 3.5 | 1.75 | 7 | 50 | 4 | 2 |
| NNCH-2B-D3.5-L7 | 3.5 | 1.75 | 7 | 50 | 6 | 2 |
| NNCH-2B-D4-L8 | 4 | 2 | 8 | 50 | 4 | 2 |
| NNCH-2B-D4-L8 | 4 | 2 | 8 | 50 | 6 | 2 |
| NNCH-2B-D5-L9 | 5 | 2.5 | 9 | 50 | 6 | 2 |
| NNCH-2B-D6-L9 | 6 | 3 | 9 | 50 | 6 | 2 |
| NNCH-2B-D8-L12 | 8 | 4 | 12 | 60 | 8 | 2 |
| NNCH-2B-D10-L15 | 10 | 5 | 15 | 75 | 10 | 2 |
| NNCH-2B-D12-L18 | 12 | 6 | 18 | 75 | 12 | 2 |
| NNCH-2B-D4-L8 | 4 | 2 | 8 | 75 | 4 | 2 |
| NNCH-2B-D4-L8 | 4 | 2 | 8 | 75 | 6 | 2 |
| NNCH-2B-D6-L9 | 6 | 3 | 9 | 75 | 6 | 2 |
| NNCH-2B-D8-L12 | 8 | 4 | 12 | 75 | 8 | 2 |
| NNCH-2B-D6-L9 | 6 | 3 | 9 | 100 | 6 | 2 |
| NNCH-2B-D8-L12 | 8 | 4 | 12 | 100 | 8 | 2 |
| NNCH-2B-D10-L15 | 10 | 5 | 15 | 100 | 10 | 2 |
| NNCH-2B-D12-L18 | 12 | 6 | 18 | 100 | 12 | 2 |
| Käsitellyt materiaalit | Esikarkaistu teräs 40-50 HRC | Karkaistu teräs 50-60 HRC | Karkaistu teräs 60-68 HRC | |||||||||
| Pallon sään säde (mm) | Pyörimisnopeus (min -1 ) | Syöttönopeus (mm/min) | a p (mm) | a e (mm) | Pyörimisnopeus (min -1 ) | Syöttönopeus (mm/min) | a p (mm) | a e (mm) | Pyörimisnopeus (min -1 ) | Syöttönopeus (mm/min) | a p (mm) | a e (mm) |
| R0.5 | 40000 | 1900 | 0.01 | 0.05 | 36000 | 1500 | 0.01 | 0.05 | 32000 | 1400 | 0.01 | 0.05 |
| R1.0 | 33000 | 3100 | 0.02 | 0.075 | 26000 | 2100 | 0.02 | 0.075 | 24000 | 2000 | 0.02 | 0.075 |
| R1.5 | 29000 | 4100 | 0.03 | 0.1 | 23000 | 2900 | 0.03 | 0.1 | 21000 | 2600 | 0.03 | 0.1 |
| R2.0 | 22000 | 3900 | 0.04 | 0.15 | 17000 | 2500 | 0.04 | 0.15 | 15500 | 2100 | 0.04 | 0.15 |
| R2.5 | 17500 | 3500 | 0.05 | 0.15 | 13500 | 2200 | 0.05 | 0.15 | 13000 | 2000 | 0.05 | 0.15 |
| R3.0 | 15000 | 3100 | 0.06 | 0.2 | 11500 | 1700 | 0.06 | 0.2 | 10500 | 1500 | 0.06 | 0.2 |
| R4.0 | 11000 | 2500 | 0.08 | 0.25 | 8600 | 1600 | 0.08 | 0.25 | 8000 | 1400 | 0.08 | 0.25 |
| R5.0 | 9000 | 2000 | 0.1 | 0.3 | 7000 | 1400 | 0.1 | 0.3 | 6000 | 1200 | 0.1 | 0.3 |
| R6.0 | 7500 | 1800 | 0.1 | 0.35 | 5700 | 1300 | 0.1 | 0.35 | 5300 | 1200 | 0.1 | 0.35 |
| R8.0 | 5500 | 1800 | 0.1 | 0.4 | 4300 | 1300 | 0.1 | 0.4 | 4000 | 1200 | 0.1 | 0.4 |
| R10,0 | 4500 | 1800 | 0.1 | 0.5 | 3500 | 1300 | 0.1 | 0.5 | 3200 | 1200 | 0.1 | 0.5 |
| Suurin leikkaussyvyys | 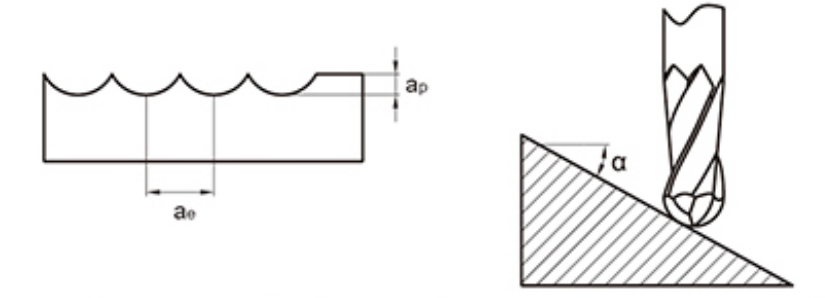 | |||||||||||
1. Käytä erittäin tarkkoja ja erittäin jäykkisiä laitteita ja kalusteita.
2. Kun työstökoneen ja työkappaleen asennuksen jäykkyys on huono, saattaa esiintyä tärinää ja epänormaalia ääntä. Tässä tapauksessa yllä olevan taulukon nopeutta ja syöttönopeutta tulee pienentää vuositasolla.
3. Käytä ilmajäähdytystä tai MQL-jäähdytystä (vähimmäismäärä öljysumujäähdytystä).
4. Sivujyrsinnässä on suositeltavaa käyttää sarjajyrsintä.
5. Minimoi työkalun jousituksen pituus niin paljon kuin mahdollista ilman häiriöitä.
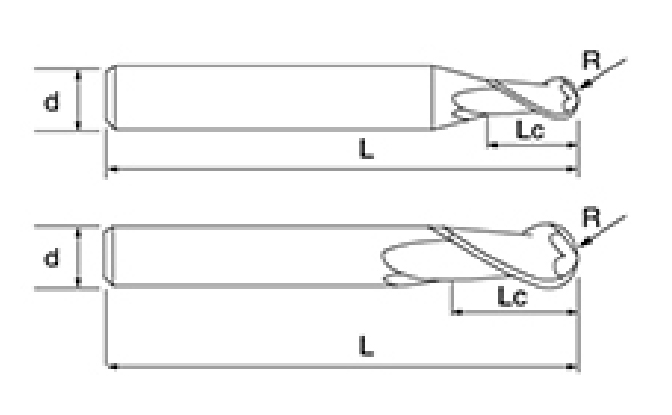
| Työkalusarja | Halkaisija | Säde | Kulman säde | Huilun pituus | Tehokas pituus | Kokonaispituus | Shank Dia | |||
| D | R | CR | Lc | L1 | L | d | ||||
| NNCH erittäin kovat ja erittäin tarkat kovametallipääjyrsimet | D0,1-D0,9 | 0 -0,005 | R0,05 ~ R2 | /-0,005 | CR0,05-CR0,5 | /-0,005 | 0 0.3 | 0 0.3 | 0.5 -0,5 | h5 |
| D1 - D3.5 | 0 -0,005 | |||||||||
| D4-D10 | -0,003 -0,015 | R3-R5 | /-0,005 | CR1.0 - CR3.0 | /-0,008 | 0 0.5 | 0 0.5 | |||
| D12-D20 | -0,003 -0,018 | R6-R10 | /-0,008 | |||||||
NNCH-2B:n ultrakovia 2-uurisia kuulakärkijyrsimiä on saatavana eri kokoisina, halkaisijaltaan 1–12 mm, ja ne voidaan sovittaa erilaisiin teräpituuksiin ja täyspituuksiin erilaisten tarpeiden mukaan tarkkuuskoneistuksen joustavuusvaatimusten täyttämiseksi. Eri spesifikaatioiden ja mallien vapaa valinta tekee siitä sopivan erilaisiin työstöskenaarioihin, mikä varmistaa paremman mukautuvuuden tarkkuustyöstötehtävissä.
Pallon pään muotoinen muotoilu optimoi työkalun leikkauskulman, mikä tekee siitä ylivoimaisen monimutkaisessa pintatyöstössä, erityisen sopivan muottien valmistukseen, tarkkuusosien työstöön ja muihin kohtauksiin, jotka vaativat korkeaa viimeistelyä ja suurta tarkkuutta. 30° helix-kulmarakenne auttaa vähentämään leikkausvastusta ja parantamaan lastunpoistotehokkuutta, mikä parantaa koneistuksen vakautta ja työkalun käyttöikää.
Jyrsin on valmistettu erittäin hienosta mikrohiukkaskarbidimateriaalista yhdistettynä erittäin tarkkaan pinnoitusprosessiin, mikä parantaa huomattavasti kulutuskestävyyttä ja lohkeamisen estokykyä. Kokonaiskovuus voi saavuttaa HRC≤65, mikä varmistaa erinomaisen terävyyden ja vakauden kovien materiaalien työstyksessä.
Tämä tuote soveltuu monenlaisiin prosessointimateriaaleihin, mukaan lukien hiiliteräs, seosteräs, esikarkaistu teräs (HRC35-45), karkaistu teräs (HRC45-65), korkeakovuus lämpökäsitellylle teräkselle jne. Olipa kyseessä erittäin tarkka muottikäsittely tai kovien materiaalien tehokas leikkaus, NNCH-2B:n kaksireunainen jyrsin voi tarjota erinomaisen suorituskyvyn.
Yrityksen sijainti
Työntekijät

Changzhou Maton Tools Co.,Ltd. sijaitsee taloudellisesti kehittyneellä Jangtse-joen suistoalueella. Tehdas sijaitsee Xixiashun korkean teknologian kehitysalueella, joka on tunnettu työkalukaupunki Kiinassa. Me olemme Ultra Hard 2 huilun kuulakärkipääjyrsimet Valmistajat.
Magotantools noudattaa ISO9001-laatujärjestelmää standardinaan "nolla virhettä tuotteissa" ja "nolla etäisyyttä käytössä" -liiketoimintafilosofian ohjenuorana, joka perustuu "rehellisyyden", "yhtenäisyyden" ja "hyväksynnän" henkeen, ja noudattaa oikeudenmukaista ja oikeudenmukaista yritystyyliä johtamisessa. Tuotanto käyttää viisi- ja kuusiakselisia CNC-hioma- ja työstökeskuksia Saksasta, Sveitsistä, Japanista jne., ja se on varustettu erittäin tarkoilla testauslaitteilla, kuten Saksasta, Japanista ja Kiinasta, jotta tuotantotarpeet voidaan täyttää korkealla laadulla ja määrällä.
Yritys kehittää jatkuvasti erilaisia tehokkaita CNC-työkaluja ja on voittanut useita kansallisia palkintoja. Ammattilainen Ultra Hard 2 huilun kuulakärkipääjyrsimet Yritys. Yli 10 patenttia omaavan yrityksen tuotteita käytetään pääasiassa puolustusteollisuudessa, ilmailu- ja avaruusteollisuudessa, autoteollisuudessa, elektroniikkatuotteissa ja muoteissa sekä muilla aloilla.
Yrityksen eri tuotteet ovat tunnettujen kotimaisten yritysten tunnustamia ja suosimia. Äärettömän teknologian, loputtoman luomisen ja huippuosaamisen tavoittelun ansiosta Magotan-työkalut luovat tulevaisuuden vaurautta ja unelmia entistä poikkeuksellisemmalla luottamuksella ja korkealla laadulla.
Vastaamme sinulle arkisin 12 tunnin kuluessa kyselyn vastaanottamisesta.
Olemme valmistajia, tuotamme ja myymme itseämme.
Valmistamme pääasiassa volframiteräksestä valmistettuja jyrsimiä, poranteriä ja muita kovametallityökaluja. Ammattilaiset Ultra Hard 2 huilun kuulakärkipääjyrsimet Valmistajat.
Tuotteemme kattavat lähes koko muottiteollisuuden, puolustusteollisuuden, ilmailuteollisuuden, autoteollisuuden, elektroniikkatuotteet ja muut alat.
Kyllä, pääpainomme on räätälöidyissä tuotteissa. Kehitämme ja valmistamme tuotteita asiakkaiden toimittamien piirustusten tai näytteiden perusteella. Mittatilaustyönä tehdyt Ultra Hard 2 huilun kuulakärkipääjyrsimet.
Meillä on yli 30 WALTER-yksikköä Saksasta, Makino Japanista, ROLLMATIC Sveitsistä ja TTB Sveitsistä, ja vuotuinen tuotantoarvo on 80 miljoonaa RMB. Olemme Ultra Hard 2 huilun kuulakärkipääjyrsimet Yritys
Ensinnäkin jokaisen prosessin jälkeen suoritamme vastaavat tarkastukset. Lopputuotteelle suoritamme 100 %:n täyden tarkastuksen asiakkaan vaatimusten ja kansainvälisten standardien mukaisesti;
Sen jälkeen meillä on alan edistyneet ja täydelliset huippuluokan testauslaitteet, kuten spektraalianalysaattorit, metallografiset mikroskoopit jne., jotka varmistavat leikkaustyökalujen vakauden ja yhdenmukaisuuden samalla, kun ne täyttävät asiakkaiden leikkaustyökaluille asetetut korkeat tarkkuustestausvaatimukset.
Tarjousta tehdessämme vahvistamme kanssanne maksutavan, FOB, CIF, CNF tai muita vaihtoehtoja. Irtotavarana valmistettaessa maksamme yleensä ensin 30 % ennakkomaksun ja lopun loppusumman rahtikirjaa esitettäessä. Käytämme maksutapana enimmäkseen T/T:tä, mutta myös remburssi on hyväksyttävä.
Me olemme Ultra Hard 2 huilun kuulakärkipääjyrsimet Valmistajat Kiinassa. Jalanjälkemme ovat ympäri maailmaa. Tarjoamme laadukkaita tuotteita ja palveluita asiakkaille ympäri maailmaa.

No.233-3 Yangchenghu Road, Xixiashun teollisuuspuisto, Xinbein alue, Changzhou City, Jiangsun maakunta

+86-18068566610

sales@magotan-tools.com
+86-18068566610
